Interferometric Metrology of Spherical and Aspherical Optical Components Aided by Hexapod 6-DOF Micropositioning System
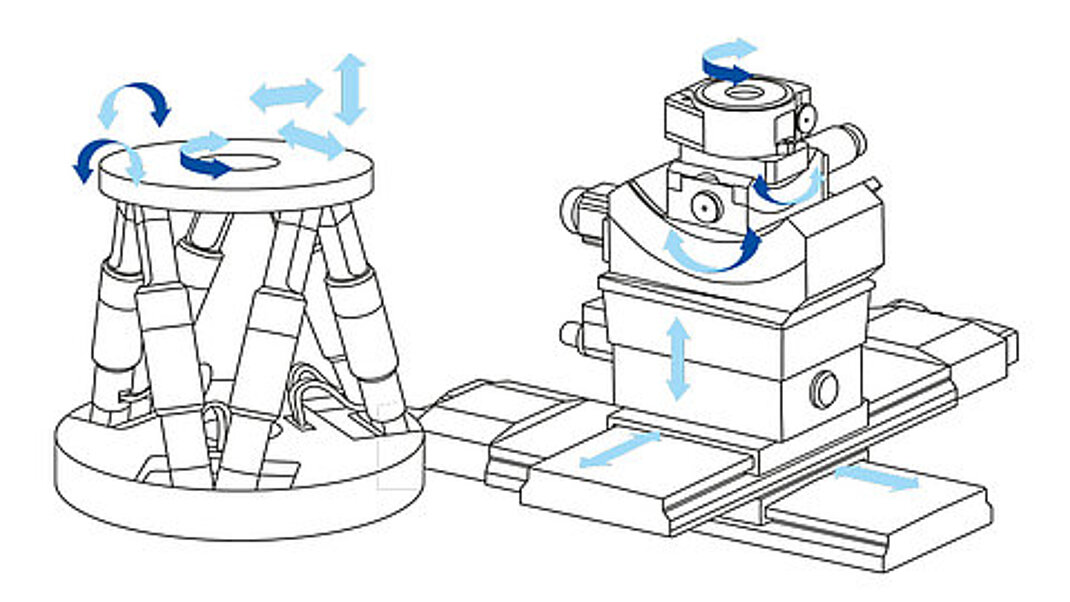
Freely programmable motion in all 6 degrees of freedom enables precise, computer-controlled orientation of test samples.
Precision optical mold inserts impose extremely demanding metrology requirements, particularly when form accuracy, surface quality, and process repeatability must be verified at nanometer-scale resolution. These requirements can be addressed with automated interferometric measurement systems. When combined with a parallel-kinematic 6-axis hexapod positioning system, interferometric testing can be integrated directly into the production environment, enabling true in-line optical surface inspection.
Integrating the metrology system directly into the manufacturing cell eliminates multiple sources of error associated with off-line inspection, including time-consuming setup procedures, repositioning steps, and rechucking-induced alignment deviations. The testing system developed by the Fraunhofer Institute for Production Technology (IPT) in Aachen, Germany performs in-line inspection of optical mold inserts directly on the machine tool.
Measured deviations are computed automatically and fed back into the manufacturing loop, where they can be used to initiate corrective rework of the optical surface. Automated interferometric inspection is therefore a central element of the closed-loop process.
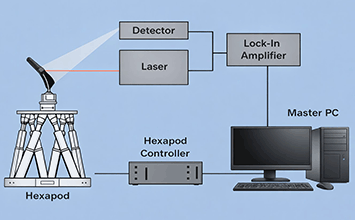
Interferometric optical testing is a non-contact, high-speed, high-resolution method for characterizing surface topography. It evaluates the fringe pattern generated by interference of the optical wavefront, allowing image-processing algorithms to quantify form deviations with nanometer-level sensitivity. To generate a valid and analyzable interference pattern, the interferometer must be positioned with high precision relative to the test surface.
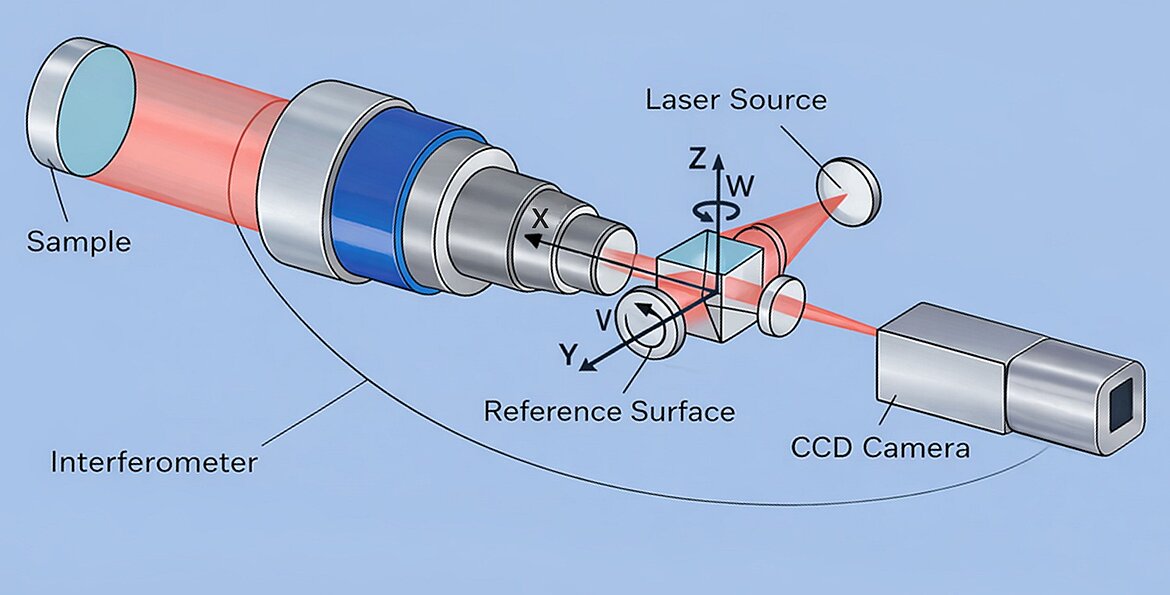
The alignment process is executed in two stages. During coarse alignment, the reflected beam from the test surface is centered onto the CCD sensor. During fine alignment, the system establishes a defined fringe pattern suitable for evaluation. The automated fine-alignment routine uses Fast Fourier Transform (FFT) analysis of the fringe data. The underlying adjustment strategy is based on an evaluation method developed at Fraunhofer IPT, which derives surface topology from a single interference pattern.
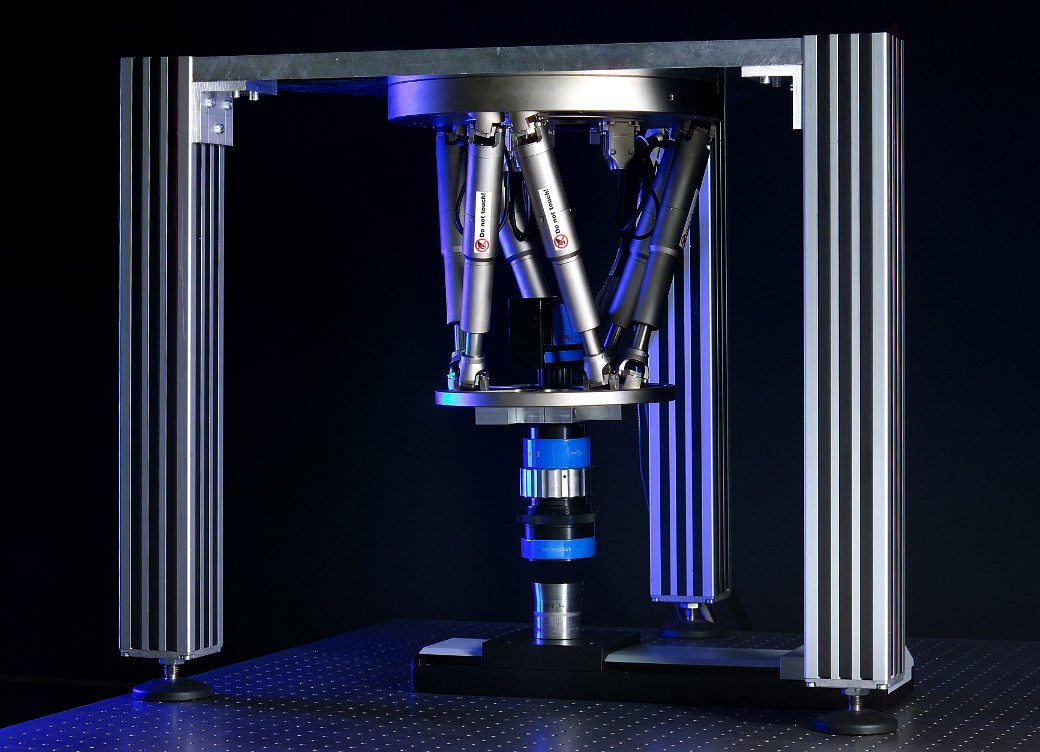
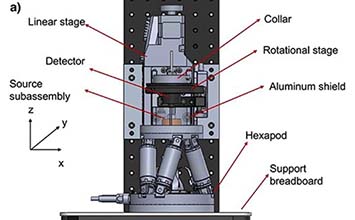
Inspection of both spherical and aspherical optical elements requires motion in six degrees of freedom. This is achieved with a PI parallel-kinematic hexapod micropositioning system, which provides high positioning accuracy, low inertia, high dynamic uniformity across all axes, and a compact mechanical architecture with a large central aperture.
The PI hexapod used in this system offers rapid settling, linear travel up to 100 mm, and rotational motion up to 60°. Its workspace is sufficient for measuring spherical surfaces with radii up to 100 mm. A key functional advantage is the freely programmable pivot point, which remains fixed in space during rotational motions and greatly simplifies precision alignment of the interferometer relative to the optical surface.
The interferometric testing system achieves sub-micron minimum incremental motion and repeatability in the linear axes. Rotational minimum incremental is in the single digit µrad range, exceeding the required sub 300 µrad resolution by orders of magnitude.
System integration is facilitated by the hexapod controller’s open interface architecture. High-level motion programming is supported through standard software drivers such as DLLs, allowing the motion platform to be controlled directly by external software environments, including MATLAB-based image-processing and analysis routines.
The flexibility of the hexapod-based motion platform was a key enabling factor in the realization of this fully integrated automated interferometric test system for optical components with complex geometries. By combining 6-axis, high-precision motion control with in-line interferometric metrology, the system substantially improves process capability, simplifies quality assurance, and enables higher measurement precision than conventional off-line inspection methods.






Blog Categories
- Aero-Space
- Air Bearing Stages, Components, Systems
- Astronomy
- Automation, Nano-Automation
- Beamline Instrumentation
- Bio-Medical
- Hexapods
- Imaging & Microscopy
- Laser Machining, Processing
- Linear Actuators
- Linear Motor, Positioning System
- Metrology
- Microscopy
- Motorized Precision Positioners
- Multi-Axis Motion
- Nanopositioning
- Photonics
- Piezo Actuators, Motors
- Piezo Mechanics
- Piezo Transducers / Sensors
- Precision Machining
- Semicon
- Software Tools
- UHV Positioning Stage
- Voice Coil Linear Actuator
- X-Ray Spectroscopy